
3、各种阀类元件方向应保持轴线水平安装,油口位置不能反接和接错,密封件安装后应有一定的缩紧量以防泄漏。紧固螺栓应对称依次均匀拧紧,使元件与阀座平面全部接触。
4、元件严格按设计要求的位置安装,注意整齐、美观。
5、油管安装:
下料 → 组焊 → 拆散 → 清洗→ 正试安装 →组成系统
1)准确下料,采用弯管机进行配管,尽量少用火焰弯管,防止钢管内壁产生氧化皮。
2)焊接头与钢管采用插入式对接焊,清理铁屑、毛刺、氧化皮等。
3)试装合适后将油管拆下,用压力为0.5Mpa的空气吹扫一次后;倒入煤油,浸泡二小时,再用压力为0.5Mpa的空气进行吹扫干净,才正式安装。
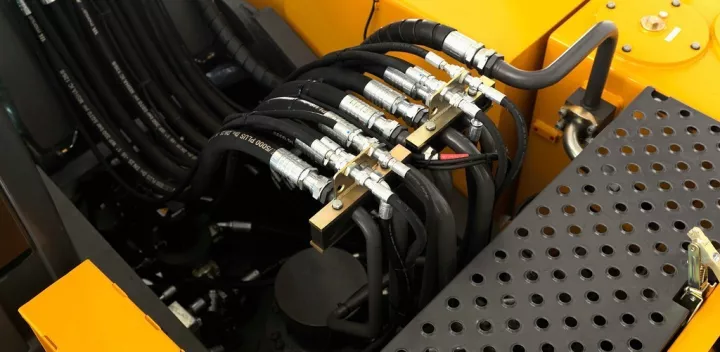
6、吸油管管口切成45°斜面并朝旁安装。
7、安装管夹之间的距离为2m,油管急拐弯处需安装管夹,以防震动。
8、油箱清理:
1)煤油检查油箱是否渗漏。
2)角磨机、錾子清理内部表面飞溅颗粒、氧化皮等。
3)面粉粘贴颗粒与氧化皮干净后才安装“人”字法兰盖。
上海晟昀实业有限公司是一家上海液压软管厂家(www.sh-shengyun.cn)创立于2014年,我们的液压软管总成的胶管件有,橡胶软管、铁氟龙软管、钢丝编织软管等。我们为您设计专属的机械液压流体连接系统。无论是橡胶管总成、硬管总成、各类管件接头,总有一款适合你。上海晟昀实业有限公司是一家集管材管件研发、生产、销售和施工为一体的软管生产厂家。
上一篇: 胶管操作规程注意事项(5篇)(五)
下一篇: 液压系统的安装与调试(三)